[toc wrapping=»right»]
Для старых конструкций электролизеров БТ, размещенных в корпусах в четыре ряда, решение этих задач осложняется прежде всего невозможностью применения машин на шасси грузовых автомобилей (больших габаритов) из-за малого расстояния между рядами электролизеров. Поэтому корпуса, оборудованные этими электролизерами, оснащены колесными и гусеничными машинами с пневматическими двигателями для пробивки корки электролита, пневматическими и пневмогидравлическими машинами для забивки, извлечения штырей и их правки. Существенное улучшение условий труда и повышение его производительности достигается внедрением на этих электролизерах устройств для автоматического питания глиноземом (АПГ).
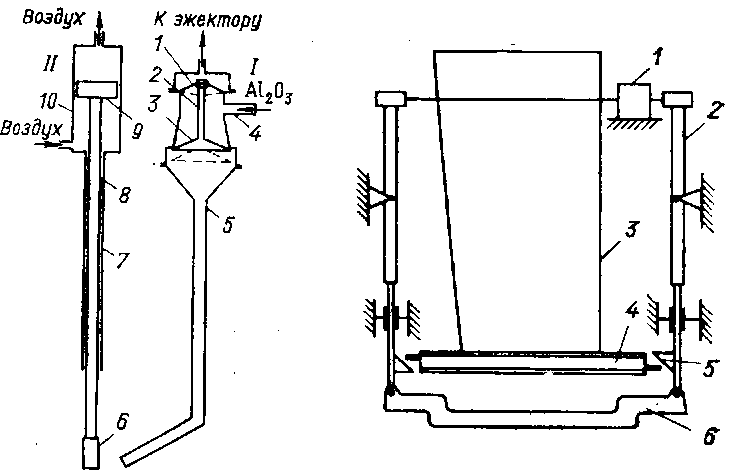
Рис. 62. Схема напольнорельсовой машины МНР-2М: 1— электролизер; 2 — металлоконструкция; 3— бункер для глинозема; 4 — фреза для пробивки корки; 5 — кабина оператора; 6 — труба для подачи глинозема
Механизация основных операций обслуживания электролизеров типа ВТ достигнута применением машин с дизельным приводом для пробивки корки электролита (МПК), оборудованных кривошипно-шатунным механизмом для разрушения корки. Загрузка глинозема на корку осуществляется машиной с дизельным приводом типа МРГ, имеющая бункер емкостью 3 т, из которого глинозем поступает в ванну по желобу, внутри которого имеется вращающийся ротор. Для загрузки анодной массы имеются напольные машины с поворотным бункером и транспортером, подающим брикеты анодной массой на поверхность самообжигающегося анода.
Более эффективной для электролизеров ВТ является напольно-рельсовая машина типа МНР-2М, выполняющая все три операции: пробивку корки, загрузку глинозема и загрузку анодной массы (рис. 61). Машина представляет собой портал, охватывающий ван-лу с двух продольных сторон и сверху, движущийся вдоль ряда ванн по рельсам. Она имеет механизм с фрезой для вскрытия корки, два бункера для глинозема и два — для анодной массы. Кабила для рабочего может быть оборудована установкой для кондиционирования воздуха.
Для обслуживания электролизеров типа OA применяются напорно-рельсовые машины такого же типа, что и МНР-2М, но только без бункера и механизма для подачи анодной массы. Извлечение анодных «огарков» и установка новых анодов осуществляется специальным анодным краном. Механизм замены анодов в нем имеет автоматический захват анодной штанги и ключ для ее зажимов. Анодный кран приспособлен для перевозки вакуум-ковша и других грузов. Имеются комплексные краны, в которых совмещены все операции: зажатие а открывание зажимов анодных штанг, замена анодов, пробивка корки электролита, загрузка глинозема на корку и на аноды, подача глинозема в бункера системы АПГ и выливка металла.
На заводах эксплуатируются две системы автоматического-питания глиноземом (АПГ) — точечная пневматическая (Гупало и др.) и балочная. Точечная система применяется на электролизерах БТ и внедряется на электролизерах OA. Она состоит из пневматического пробивного устройства, объемно-вакуумного дозатора, электропневматических клапанов и автоматики, управляющей работой пробивного устройства и дозаторов.
На рис. 62 показано устройство объемно-вакуумного дозатора и пробивного устройства. Дозатор имеет две камеры — верхнюю и нижнюю, разделенные тканевой диафрагмой 1. Стержень 2 соединяет диафрагму с резиновым клапаном 3. Через патрубок верхняя камера соединяется с вакуумной линией или эжектором, создающим, разрежение до 53,32 кПа. Работает дозатор следующим образом: когда верхняя камера соединяется с эжектором, диафрагма прогибается вверх и резиновый клапан плотно закрывает нижнюю камеру.
Рис. 63. Схема АПГ балочного типа.
Воздух проходит через ткань диафрагмы, и под разрежением оказывается нижняя камера. Глинозем из бункера засасывается через трубу 4 и заполняет дозатор. После заполнения нижней камеры вакуум отключается и дозатор сообщается с атмосферой. Под, тяжестью резинового клапана диафрагма прогибается вниз, клапан
также идет вниз (пунктир на рис. 62) и открывается кольцевое отверстие между клапаном и стенками дозатора; глинозем через трубу 5 поступает на корку электролита. Пробивное устройство имеет пневматический цилиндр 10 с поршнем 9, соединенным со штоком 8, на конце которого закреплен боек 6 для пробивки корки электролита. Ход поршня составляет 250—400 мм. Заполнение дозатора происходит в течение 4—5 с, периодичность пробивки 3— 5 мин. Пробивное устройство и дозатор работает согласованно: после пробивки корки и погружения очередной порции глинозема (около 7 кг) боек идет вверх, а дозатор подает новую порцию глинозема на корку. Изменяя частоту пробивки, можно увеличивать или уменьшать количество глинозема, поступающее в электролизер.
На ваннах БТ точечные пневматические устройства устанавливают в пространстве борт — анод, их число зависит от мощности электролизера. На ваннах OA их устанавливают в пространстве между рядами анодов; на электролизере мощностью 160 кА достаточно четырех таких устройств.
Для успешной работы АПГ точечного типа необходим глинозем хорошо текущий (с углом естественного откоса не более 35°), иначе происходит зависание глинозема в дозаторах. Кроме того, содержание α-модификации в глиноземе должно быть не более 30%, в противном случае под каждым устройством АПГ образуется на подине осадок, что может привести к нарушению нормальной работы электролизеров. В сети сжатого воздуха давление должно быть не менее 400—500 кПа.
Система АПГ балочного типа (рис. 63) более проста в устройстве, чем точечного типа. Вращательное движение в домкратах преобразуется в возвратно-поступательное, которое сообщается балке 6 для продавливания корки электролита. Бункер 3 для глинозема имеет у нижнего основания механический дозатор 4, представляющий собой плоскую коробку с двумя подвижными пластинами в верхней и нижней части. Пластины и основания коробки имеют отверстия, через которые проходит глинозем. При совмещении отверстий верхнего основания и верхней пластины глинозем из бункера поступает в дозатор. Затем совмещаются отверстия в нижнем основании с нижней пластиной, и глинозем поступает в электролит. Пластины дозатора перемещаются кулачками 5, размещенными на штоках домкратов при движении их вниз и вверх.
Устройства АПГ этого типа разработаны для электролизеров OA и размещаются между рядами анодов. Корка продавливается через каждые 2 ч, после чего происходит засыпка очередной порции глинозема.
Основной недостаток системы АПГ балочного типа — большое количество глинозема, одновременно поступающее в электролизер, что способствует образованию осадков на подине ванны вдоль eе продольной оси. Кроме того, нижняя часть устройства находится, в зоне высоких температур, что отрицательно сказывается на надеж-ности и долговечности механизмов. При продавливании корки она обычно обрушивается между рядами анодов, что приводит к обго-ранию их боковых и торцевых сторон, не защищенных глиноземом и электролитом. Расход углерода и количество угольной «пены» при этом возрастают.
Требования текучести глинозема для этой системы еще более высокие, чем для АПГ точечного типа, поскольку для успешной работы дозатора необходимо свободное пересыпание глинозема из бункера в дозатор и из дозатора в электролит.
Отметим еще один общий недостаток систем АПГ любого типа — они не могут полностью заменить обработку электролизеров, поскольку при применении АПГ не формируется рабочее пространство электролизера, т. е. боковой гарниссаж и подовая настыль, которые способствуют хорошей работе ванны. Поэтому одновременно с работой АПГ приходится проводить обработку ванны, но со значительно меньшей частотой — например один раз в сутки.
Несмотря на эти недостатки введение АПГ способствует существенному сокращению трудовых затрат и повышению производительности труда при обслуживании электролизеров. Кроме того, изменяется характер и улучшаются условия труда — вместо работы с расплавом при высокой температуре рабочий лишь наблюдает за механизмами и налаживает их работу. Поскольку при работе АПГ, особенно точечного типа, площадь открытой поверхности электролита резко сокращается, это способствует уменьшению испарения фторсолей и улучшению условий труда. Сочетание системы АПГ с автоматическим регулированием хода электролиза позволит создать полностью автоматизированный процесс, с минимальными затратами ручного труда.
Автоматическое регулирование электролизеров осуществляется различными системами типа «Алюминий» и более совершенными системами — типа «Электролиз». Регулирование производится по величине сопротивления электролита в междупелюсном зазоре Rэл, т. е. фактически по междуполюсному расстоянию, поскольку для данного типа электролизера Rэл = ρl/Scp, а ρ и Scp можно принять постоянным. Однако измерить величину Rэл практически невозможно, (шли сделаны попытки измерить падение напряжения в междуполюсном зазоре: ΔUм.з = IRэл+ E , где IRэл падение напряжении н электролите и Е — э.д.с. поляризации. С этой целью в анод вводили зонд, который выносил потенциал анода, а потенциал катода определяли как потенциал катодных шин с поправкой на падение напряжения в подине. При таком способе возникли трудности, спя санные с обеспечением надежной работы зонда. Поэтому сейчас в системе «Алюминий» регулирование идет фактически по падению напряжения на всем электролизере. Это падение напряжения складывается из следующих величин: U = Е+IRэл +ΔUa + ΔUK + ΔUош где E — э.д.с. поляризации; IRэл, ΔUa, ΔUKи ΔUош — падение напряжения, соответственно, в электролите, аноде, катоде и ошиноике, В.
Величину э.д.с. поляризации определяют быстрым ступенчатым изменением силы тока серии. Если взять два значения силы тока и считать, что э.д.с. поляризации при быстрых изменениях силы тока не изменится, то получим систему двух уравнений:
U1,c = I1Rc + nE; U2,c = I2Rc + nE
где U1,c и U2,c — напряжение серии при силе тока I1 и I2; Rc — омическое сопротивление серии; п— число работающих электролизеров в серии. 1
Решение пар подобных уравнений позволяет получить несколько величия E и принять среднее ее значение. Как уже указывалось (см. ур. 54), величины Е, полученные таким образом, ниже фактических значений Eф на 50 ÷100 мВ за счет газонаполнения электролита.
Падение напряжения в катодном устройстве зависит от срока службы электролизера, наличия осадков на подине и других факторов. Падение напряжения в аноде изменяется в значительных пределах при перестановке штырей (на электролизерах БТ и ВТ) или при замене анода (на электролизерах OA). Только падение напряжения в ошиновке сохраняется достаточно постоянным. Тем не менее регулирование по величине U можно проводить, если уставку по напряжению вводить с учетом особенностей работы каждой ванны, т. е. в зависимости от падения напряжения на подине, от времени до перестановки штырей и от других факторов.
Системы «Алюминий» работают по принципу обегания: каждая ванна подключается к системе на несколько секунд и, если напряжение на ней лежит в пределах уставки, к системе подключается-следующая ванна. Если же напряжение вышло за пределы уставки, то система проводит регулирование напряжения, для чего включается механизм подъема анода и дается команда на подъем или опускание анода до тех пор, пока напряжение не войдет в пределы уставки. Кроме того, системы «Алюминий» проводят автоматический контроль силы тока серий, напряжения и сопротивления каждого корпуса. При возникновении анодного эффекта ванна отключается от системы, длительность анодного эффекта фиксируется, а персоналу корпуса оператор сообщает через переговорное устройство, на какой ванне возник анодный эффект. При нарушениях нормального хода ванна отключается от системы автоматического регулирования. Таким образом, системы типа «Алюминий» не только проводят регулирование хода электролиза, но и позволяют непрерывно контролировать основные параметры электролиза, что необходимо для оперативного управления процессом.
Длительная эксплуатация систем «Алюминий» показала, что-они обеспечивают равномерный режим электролиза, улучшение организации и дисциплины труда, что приводит к понижению удельного расхода энергии в среднем на 1—1,5%.
Новые автоматические системы управления технологическим процессом (АСУ ТП) «Электролиз» построены на базе вычислительной машины СМ-2 и выполняют следующие операции: сбор и первичную обработку информации о работе электролизеров, стабилизацию полного сопротивления -электролизеров (т. е. некоторого-эффективного сопротивления, получаемого как частное от деления мгновенного значения напряжения на электролизере на такое же значение силы тока), управление дозирования глинозема в ванны, ликвидацию анодного эффекта.
В последние годы наметилась тенденция к замене централизованных систем децентрализованными двухуровневыми системами: нижний уровень на базе микро ЭВМ и верхний уровень — центральный управляющий комплекс. Микропроцессорные вычислительные средства применяются в непосредственной близости к каждому электролизеру, что имеет ряд преимуществ перед централизованной системой: высокая живучесть и гибкость системы, сокращение сроков разработки и внедрения, уменьшение стоимости технических средств, улучшение удобств работы для обслуживающего персонала.
Большие успехи в последние годы достигнуты в механизации таких наиболее тяжелых операций, как демонтаж и монтаж электролизеров при их капитальном ремонте. Если раньше (а для электролизеров БТ и сейчас) демонтаж и монтаж электролизеров проводился непосредственно на месте, в электролизных корпусах, что было связано с затратами тяжелого ручного труда, сильно затрудняло обслуживание соседних электролизеров и приводило к ухудшению условий труда в корпусе, то сейчас в современных электролизных цехах имеется отделение (иногда — специальный цех) для капитального ремонта индустриальным методом.
При демонтаже электролизера анодное устройство транспортируется в торец корпуса или в отделение капитального ремонта, катодное устройство — в отделение (цех) капитального ремонта и устанавливается на подвижный стенд, на котором производится выбивка футеровки специальной машиной. Очищенный от старой футеровки катодный кожух после ремонта поступает на футеровку, производимую на стационарных стендах или поточных линиях сборочного конвейера с применением различных машин и приспособлений. Смонтированное катодное устройство транспортируется в электролизный цех, но оно не попадает на старое место, поскольку сразу же после демонтажа на это место поступает готовое катодное устройство из отделения капитального ремонта. При такой системе простой ванн на ремонте сократился с 22—25 до 8—9 сут.
Содержание страницы
Извлекаемый из ванны алюминий-сырец переливается в транспортный (литейный) ковш и направляется в литейное отделение. Здесь металл поступает в печи-копильники, из них—в раздаточные миксеры, из которых осуществляется литье слитков. Печи-копильники обычно с электрическим обогревом, иногда с газовым, емкостью от 8 до 70 т. В них осуществляют подшихтовку до получения металла нужного сорта или для получения определенного сплава на основе алюминия. Литейные отделения выпускают: чушки мелкие (массой 15 кг) и крупные (до 1000 кг), слитки плоские и цилиндрические. Чушки идут для производства сплавов, слитки — для проката листов, труб и др.
На многих заводах освоено производство полуфабрикатов методами непрерывного литья и прокатки (НЛП) и методами бесслитковой прокатки (БП). В первом случае металл из печи поступает в кристаллизатор с подвижными стенками (например, роторный), из которого выходит непрерывная полоса для последующей обработки давлением. Так получается заготовка для производства проволоки — катанка. При бесслитковой прокатке металл поступает в валковый кристаллизатор, затвердевает в межвалковом пространстве и обжимается водоохлаждаемыми валками. Методы НЛП и БП исключают переплавку алюминия на заводах-потребителях, что приводит к существенной экономии электроэнергии и трудозатрат. Кроме того, все отходы металла непосредственно идут на переплавку в ваннах, что дает значительную экономию алюминия.
Алюминий-сырец, поступающий в литейное отделение, содержит ряд примесей, влияющих не только на качество готовой продукции, но и на литейные свойства металла. Неметаллические примеси (оксиды, карбиды, нитриды), растворенные газы и часть натрия могут быть удалены в процессе подготовки металла перед литьем Отделение неметаллических примесей происходит фильтрацией газы (в основном водород) удаляются продувкой алюминия каким-либо инертным газом (азотом, аргоном), натрий — активными газами — хлором, четыреххлористым углеродом. Однако при обработке алюминия хлором выделяются пары хлористого алюминия, что вызывает затруднения при очистке газов, коррозию аппаратуры и т д Кроме того, при этом теряется значительное количество алюминия Поэтому сейчас практикуется очистка смесью хлора с азотом чтобы в отходящих газах хлористого алюминия практически не была. Очистку проводят в ковшах перед заливкой металла в печь. Содержание хлора в азоте обычно 3—6% (объемн.); для уменьшения выделений хлористого алюминия в атмосферу на поверхность алюминия наносят слой флюса из хлоридов калия, натрия и кальция. Такая операция очистки от натрия позволяет снизить его содержание в алюминии менее 0,001%, что требуется при производстве алюминиево-магниевых деформируемых сплавов.
Очистку фильтрацией осуществляют обычно при разливке алюминия в слитки, причем иногда фильтрацию совмещают с обработкой инертным газом. Между миксером и кристаллизатором ставят короб, в котором осуществляется фильтрация. В качестве фильтров используют мелкие куски огнеупорных материалов или куски твердого электролита.
По мере увеличения габаритов слитков все более необходимой становится модификация алюминия и сплавов на его основе, причем в качестве модификатора используют лигатуру Al—Ti—В, которую вводят в печи. Первичный алюминий по содержанию примесей должен отвечать требованиям ГОСТ 11069—74, действующего с 1975 г.
Как следует , наивысший сорт технического алюминия содержит сумму примесей 0,15%, низший сорт 1,0%. Цена на технический алюминий в значительной мере зависит от его сортности.
Для многих целей требуется металл более чистый, чем А85; такой алюминий высокой чистоты получается электролитическим рафинированием. Еще более чистый алюминий, в котором содержание всех примесей менее 0,001%, требуется для изготовления полупроводниковых приборов и получается зонной плавкой из алюминия высокой чистоты.
Алюминий технической чистоты отливают в чушки и слитки, высокой чистоты — обычно в слитки. Мелкие чушки выливают в изложницы на разливочной машине конвейерного типа или непосредственно из литейного ковша, находящегося на гидроопрокидывателе, или из миксера. Последний способ позволяет провести шихтовку металла до нужного сорта и очистить его отстаиванием. При разливке с поверхности каждой чушки снимают оксидную пленку. Слитки отливают на специальных машинах полунепрерывного или непрерывного действия. Для полунепрерывного литья имеется кристаллизатор по форме слитка, но без дна, внешние стороны кристаллизатора охлаждаются потоком воды. Внизу кристаллизатор имеет поддон, который при литье опускается с определенной скоростью. Алюминий поступает в кристаллизатор, и при движении поддона вниз со скоростью, равной скорости литья, из кристаллизатора выходит слиток. Кристаллизатор изготавливают из меди или из алюминиевых сплавов; перед работой его смазывают специальным маслом для скольжения слитка.
Литейная машина расположена вблизи миксера и состоит из литейного стола, на котором размещены поддоны, механизма перемещения стола и конструкции, в которой размещены кристаллизаторы. Литейный стол при работе опускается в глубокий колодец. Машина имеет несколько кристаллизаторов — в зависимости от поперечного сечения слитков. Над кристаллизаторами расположена литейная чаша, в которую алюминий поступает по желобу из печи. На таких машинах возможно отливать одновременно до 16 слитков для производства проволоки, до 12 цилиндрических слитков и 4 плоских слитка; длина слитков всех видов до 6,5 м. По окончании отливки желоб и литейную чашу убирают, кристаллизаторы отводят в сторону и слитки поднимают из колодца. По остывании слитки квадратного сечения идут на обрезку, цилиндрические обтачиваются на токарных станках.
Скорость литья зависит от сечения слитков: для плоских слитков сечением 400X2000 мм она составляет 50—60 мм/мин; для слитков 300X250 мм 70—90 мм/мин, для слитков 100X100 мм 240—260 мм/мин. Температура металла поддерживается 690—710 °С.
Одним из наиболее распространенных видов непрерывного литья и прокатки является способ получения катанки. Установка для производства катанки (рис. 64) состоит из литейной машины, прокатного стана и сматывающего устройства. Литейная машина имеет роторный кристаллизатор, выполненный в виде вращающегося со скоростью около 4 об/мин в вертикальной плоскости колеса с медным ободом и неподвижной стальной ленты, плотно прижатой к ободу. В полость между ободом и лентой поступает из печи жидкий алюминий при 710÷715°С. При вращении колеса алюминий затвердевает в виде ленты, имеющей сечение по форме обода. Роторный кристаллизатор энергично охлаждается водой.
Алюминиевая лента из кристаллизатора с температурой 450 °С поступает в прокатный стан, где при переходе из одной клети к другой сечение заготовки уменьшается, а скорость прокатки соответственно возрастает. Готовая катанка сматывается в бухты и после остывания поступает на склад готовой продукции.
На принципе бесслитковой прокатки построены машины для производства рулонной заготовки, позволяющие получить лист толщиной 6—8 мм и шириной до 1500 мм.
Себестоимость алюминия является одним из основных экономических показателей производства. Структура заводской себестоимости приблизительно такова, %:
Сырье и основные материалы, в том числе: глинозем анодная масса (или аноды) -фтористые соли электроэнергия.
Рис. 64. Схема установки для производства катанки: 1- подача охлаждающей воды, 2- дозатор, 3- ванна кристаллизатора, 4- кристаллизатор, 5- ножницы, 6- прокатный стан, 7- сматывающее устройство
Зарплата с отчислениями на социальное страхование Цеховые расходы (включая амортизационные отчисле ния, содержание и эксплуатация оборудования) Заводские расходы.
Рассмотрим некоторые пути снижения основных статей себестоимости.
Сырье и основные материалы представляют главную статью расхода. Теоретический расход глинозема с учетом содержания в нем примесей составляет 1908—1916 кг на 1 т алюминия; практически затрачивается до 1930 кг/т. Основные потери происходят при транспортировке и загрузке глинозема в ванны (пыление). Фтористых солей на 1 т алюминия расходуется, кг: Криолит свежий 20—25
Криолит флотационный 15—25 Фторид алюминия 20—25
В пересчете на фтор расход составляет около 20 кг на 1 т алюминия. Потери фтористых солей, связанные с пылением и испарением при загрузке в электролит, могут быть снижены при введении их в виде брикетов или гранул. Угольная пена, извлекаемая
из электролита, содержит до 60% фтористых солей. Пена идет на регенерацию методом флотации, при этом теряется некоторое количество фтористых солей. Значительное количество (6—8%) фтористых солей теряется с футеровкой при демонтаже электролизеров. Для регенерации фтористых солей футеровку дробят и измельчают, а затем выщелачивают из нее фтористые соли по реакции Na3AlF6+4NaOH = 6NaF+NaAl(OH)4.
Раствор после выщелачивания подвергают обескремниванию, шлам отделяют от раствора, а из чистого раствора карбонизацией выделяют криолит
6NaF + NaAl(OH)4+ 3СО2 = Na3AlF6+ Na2CO3+ 2NaHCO3+ H2O .
Возможны и другие способы извлечения фторсолей из футеровки, например, выжиганием.
На электролизерах ВТ, как уже указывалось, улавливание фтор-солей из газов удается осуществить только на 70%. Поэтому разработка систем отсоса и улавливания газов и пыли при обработке этих ванн представляет собой важную задачу не только с точки зрения улучшения условий труда, но и снижения себестоимости алюминия.
Понижение расхода анодной массы и обожженных электродов может быть достигнуто путем дальнейшего совершенствования технологии их производства, в частности, введением пека с повышенной температурой размягчения.
Электроэнергия. Снижение энергозатрат при производстве алюминия представляет собой важную народно-хозяйственную задачу, поскольку алюминиевые заводы являются крупнейшими потребителями электроэнергии. Общий расход электроэнергии переменного тока составляет в среднем около 18000 кВт·ч на 1 т алюминия. Расход технологической энергии постоянного тока изменяется в широких пределах — от 14500 до 17000 кВт·ч/т. Наименьший расход энергии на электролизерах типа OA, наибольший — на ВТ. Кроме типа электролизера, в расходе энергии большую роль играет конструкция ошиновки: чем больше сечение шин, тем меньше потери энергии в ошиновке. Важно также иметь ошиновку и конструкцию ванны, позволяющие свести к минимуму вредное влияние электромагнитных сил на процесс электролиза.
Трудовые затраты. Снижение трудовых затрат возможно путем дальнейшей механизации трудоемких операций, причем не только в самом процессе электролиза, но и во вспомогательных операциях— ремонте оборудования, транспортировке материалов и др. Улучшение организации производства и системы заработной платы, в том числе бригадный подряд—важные факторы снижения трудоемкости получения алюминия и повышения производительности труда.
Цеховые расходы состоят в основном из амортизационных отчислений. Часть этих средств идет на восстановление основных фондов, т. е. на капитальный ремонт оборудования, главным образом электролизеров, остальные средства — в общегосударственный фонд капитального строительства (реновация). Снижение этой части расходов может быть достигнуто увеличением срока службы электролизеров и сокращением времени их простоя на капитальном ремонте.
Нормы амортизационных отчислений зависят от характера основных фондов. Так, для зданий и сооружений они составляют 2,4%. причем 1,4% идет на капитальный ремонт, а 1 % — на реновацию (срок службы принимается 100 лет); другие сооружения имеют срок службы 20—40 лет. Основное оборудование изнашивается быстрее и затраты на капитальный ремонт — значительно выше. Так, для электролизеров ВТ общая норма амортизации 27,5%, из них на капитальный ремонт 19%.
Заводские расходы состоят из затрат на содержание экспериментальных цехов, заводских лабораторий, конструкторских бюро, ОТК, охраны, дирекции и из коммерческих расходов. Чем больше масштабы производства, тем меньше цеховые и, особенно, заводские расходы.
Рентабельность предприятия представляет собой важнейший показатель его деятельности. Рентабельность определяется по формуле (Поляк и др.): Рс = (Ц—С)100/С, где Рс — рентабельность по отношению к себестоимости, %; Ц — оптовая цена 1 т алюминия, руб; С — себестоимость, руб/т. Отсюда видно, что рентабельность тем выше, чем выше цена, которая в значительной мере зависит от чистоты металла. Обычно наилучшей маркой алюминия, получаемой в результате первичного электролиза (без рафинирования), является А85. В металле этой марки содержание примесей в сумме 0.15 А, не более Повышение содержания примесей до 1,0% (марка АО) приводит к понижению цены на 250 руб/т, т. е. к резкому снижению рентабельности производства. Поэтому борьба за получение металл ла высокой чистоты является одним из главных направлений деятельности предприятий алюминиевой промышленности.
Электробезопасность. Как указывалось, напряжение выпрямительных агрегатов может достигать 850 В, поэтому обязательны меры по обеспечению электробезопасности персонала электролизных цехов.
Ток, протекающий через тело человека, уже силой 0,01—0,1 А опасен для здоровья, выше 0,1 А — смертелен. Величина силы тока зависит от приложенного напряжения и сопротивления тела, поэтому чем выше напряжение, тем больше опасность поражения током. При строительстве и эксплуатации корпусов электролиза большое внимание уделяют электрической изоляции ванн и пола цеха от земли. Система изоляции должна быть такой, чтобы до высоты 3,5 м от уровня пола потенциал земли не вводился в корпус. Полы выполняют из тугоплавкого асфальта с высоким электросопротивлением; анкерные лапы тщательно изолируют от земли диабазовой заливкой. Надежно изолированы от земли должны быть не только электролизеры, но и шинные каналы, напольные рельсы, всякого рода трубопроводы и шинопроводы. Все коммуникации должны иметь изоляционные разрывы по длине: рельсы напольных машин, трубопроводы (через 40 м), газоотсосные патрубки (изолированы от магистральных газопроводов) и т. д.
Подкрановые пути, по которым движутся мостовые краны, имеют потенциал земли. Для того, чтобы не внести потенциал земли в рабочую зону, на кранах имеется трехступенчатая электроизоляция. Тем не менее прикасаться к крюку крана можно только в резиновых перчатках, то же относится и к работе со штоком механизма извлечения штырей. Нельзя поднимать на кран или спускать с него длинные металлические предметы, чтобы вместе с ними не внести потенциал земли.
Опасность поражения током возрастает при всех операциях, проводимых около стен корпусов, например, при загрузке глинозема из расходных бункеров в самоходные бункера, в напольно-рельсовые машины и т. д. Особенно большую опасность представляют работы, связанные с ремонтом электролизеров и другого оборудования.
Безопасность проведения основных технологических операций. При всех работах с расплавленным электролитом и металлом необходимо помнить, что брызги электролита и алюминия, попадающие на кожу, вызывают плохо заживающие ожоги. Разбрызгивание электролита и металла происходит при внесении в них непро-каленных предметов. При выливке металла, переливе электролита из ковша в ковш и других подобных операциях необходимо точно знать, что в емкостях, в которые переливается металл (электролит), отсутствует влага, в противном случае возможны взрывы с выбросами расплава. При заливке металла на подину ванны после капитального ремонта следует прогревать подину и анод до температуры выше 100 °С, чтобы избежать выбросов металла. Свежий глинозем и фтористые соли нельзя загружать непосредственно в расплавленный электролит, поскольку они содержат влагу; загрузка их следует только на корку электролита. Ни при каких операциях нельзя вставать на корку электролита.
При обслуживании анодов необходимо иметь в виду, что жидкая анодная масса так же, как и металл и электролит, может вызвать ожоги. Как уже упоминалось, в электролизерах ВТ при извлечении штыря пробка из вторичного анода, находящаяся под штырем, может быть слабо скрепленной с телом анода или иметь большие трещины. В этом случае возможен прорыв жидкой массы, поступающей сверху через полость из-под штыря, в электролит, что приведет к выбросу большой массы электролита из ванны. Чтобы этого избежать, при перестановке штыря необходимо соблюдать ряд правил безопасности: 1) масса вокруг переставляемого штыря должна быть хорошо перемешана во избежание затекания в пространство под штырем жидкой части анодной массы; 2) во время извлечения штыря на аноде не должно быть людей, обслуживающих электролизер, а на расстоянии 6 м от торцов электролизера — посторонних лиц; 3) штырь после раскручивания следует поднимать медленно и после подъема на 600—800 мм обязательна выдержка не менее 15 с; если при этом начинается сильное газовыделение из-под газосборного колокола, штырь необходимо поставить на старое место, жидкую часть анодной массы вокруг штыря следует удалить и только после этого попытаться снова извлечь штырь; 4) если при подъеме штыря газовыделения не было, можно после первой выдержки продолжать медленный подъем, и перед тем, как штырь удалить, обязательна вторая выдержка не менее 2 мин.
При обслуживании анодов на ваннах OA основная операция — замена анодов. Освобождать анодную штангу от зажима при удалении огарка следует только после подвешивания анода к крюку грузоподъемного механизма; при этом огарок должен быть полностью освобожден от электролитной корки. При установке нового анода место для него надо обязательно очистить от электролитной корки. Новый анод необходимо тщательно (в течение 6 ч.) прогреть на электролизере (обычно в углу катодного кожуха). Опускать анод в электролит следует медленно и осторожно.
Все операции по обработке ванн разрешается выполнять при защите лица специальным щитком, а головы — каской или шляпой.
Статья на тему Работа электролизеров алюминия
{kind=link}
{kind=link}
{kind=link}