Электроплавку применяют для шихт, дающих тугоплавкие шлаки с высоким содержанием окиси магния. Высокая температура, легко достигаемая в электропечах, позволяет сократить расход флюсов, получать мало шлаков и снизить суммарные потери в них цветных металлов.
Предварительный обжиг необходим при любой плавке, если серы в шихте избыток, а штейн беден.
Отражательная плавка медно-никелевого сырья мало отличается от плавки медного сырья. Сера выгорает преимущественно за счет кислорода высших окислов железа. Из сырых концентратов и руд она удаляется также при диссоциации сложных сульфидов.
Рис. Разрез цеха электроплавки: 1-летка для выпуска шлака, 2 — электропечь; 3 —электроды; 4 — летка для выпуска штейна; 5 — ковш для заливки шлака, 6 — мостовой кран, 7 — конвектор, 8 — напыльник конвертора; 9 — пылевая камера и газоход мостовой кран; 7 — конвертор
Основой передела служат реакции взаимодействия окислов меди и никеля с сульфидом железа, по которым медь и никель переходят в штейн, а железо — в шлак по реакции:
6NiO + 6FeS + 3SiО2 = 2Ni3S2 + 3Fe2SiО4 + S2
Хорошее извлечение цветных металлов в штейн возможно при десульфуризации, позволяющей ошлаковать только часть железа. Кроме того, при богатых штейнах больше механические и физические потери в шлаке.
Кобальт ведет себя при плавке подобно никелю и также концентрируется в штейне.
Устройство отражательных печей для медно-никелевой и медной плавок одинаково; близки и показатели их производительности. Проплав при обожженных шихтах достигает 4,5 т/м2 площади пода в сутки, расход условного топлива 12—13%.
Электроплавку проводят в печах прямоугольной формы, например размером 23,2X6 мм и площадью 140 м2 (рис.). Через свод в печь опущены в один ряд три или шесть самоспекающихся угольных электродов диаметром до 1200 мм. Концы их погружены в жидкий шлак на 300—350 мм, он служит телом сопротивления. Возникновение электрической дуги между штейном и электродами нежелательно из-за местного перегрева границы раздела фаз. Мощность современных печей достигает 30 МВт, дальнейшее повышение ее ограничено возникновением фугового режима; однако, по некоторым данным, при шести электродах оно возможно до 90 МВт.
Шихту загружают через боковые и центральные загрузочные отверстия откосами высотой 500—1100 мм или «на электроды», где температура выше, чем в объеме ванны, и наиболее сильна конвекция расплава. Штейн выпускают через летки по мере забора его в конверторы, а шлак — непрерывно, стараясь сохранить уровень его постоянным. Температура штейна в ванне 1200—1300° С, а шлака на 100—150 град выше.
Шихту готовят из богатых руд крупностью 15—30 мм и концентратов, которые перед этим окатывают, а иногда спекают. Содержание влаги в ней не должно быть более 3,5%, но не менее 2%. Влажная шихта потребляет больше энергии и разубоживает газы по SO2, а излишне сухая шихта, содержащая мелочь, пылит.
Возможность получать богатые по S02 отходящие газы, казалось бы, обеспечена легкостью герметизации печи и газоходов, но пока это не всегда реализуют. Теоретически при плавке сухой шихты в газах должно быть до 60%, а при шихте, увлажненной до 4%, 25% SO2. В действительности, из-за плохого уплотнения и подсосов часто его меньше 3%. Такие бедные газы, конечно, для производства серной кислоты непригодны и их выбрасывают в атмосферу.
Десульфуризация при плавке достигается только за счет высших окислов железа (82, 83), но и ее в значительной мере подавляют, добавляя в шихту коксовую или угольную мелочь. Цель этого — в восстановлении части магнетита до железа для более полного перевода в штейн кобальта.
Производительность исчисляют суточной массой шихты в тоннах на 1000 кВА установочной мощности, величина ее 25— 30. На 1 т твердой шихты расходуют от 570 до 830 кВт-ч электроэнергии.
Содержание в штейнах никеля 9—13%, меди 5—10% и кобальта около 0,3%; никель и медь извлекаются на 94—97%, а кобальт на 75—80%.
Шлаки стараются получать кислые: тепловые возможности для этого есть, а потери металлов ниже; никеля и меди в шлаке от 0,05 до 0,1% каждого, кобальта 0,3%.
При обычном составе (около 42% Si02, до 30% FeO и 20 СаО) шлаки имеют хорошие литейные свойства. Они пригодны для литья блочных строительных и других промышленных изделий, изготовления шлаковой ваты, цемента, щебня.
Шахтная плавка медно-никелевых руд мало применяется преимущественно при редко встречаемых легкоплавких рудах. Она сходна с полупиритной медной плавкой, но требует расхода до 20% кокса. Пирротин, присутствующий здесь чаще, чем пирит, выделяет при диссоциации меньше серы, а при горении — меньше тепла
2Fe7S8= 14FeS + S2.
От нагревания он не растрескивается и сгорает менее энергично. Несмотря на это, производительность высокая, она достигает 110 т шихты на 1 м2 сечения у фурм, сохраняются и другие преимущества шахтных печей — экономия огнеупорных материалов и малая потребность в цеховой площади.
Продувка штейнов в конверторе. Независимо от способа получения медно-никелевый штейн представляет собой сплав сульфидов меди, никеля и железа, содержащий ферриты, сульфид кобальта и платиноиды. В нем растворено и диспергировано также некоторое количество шлака.
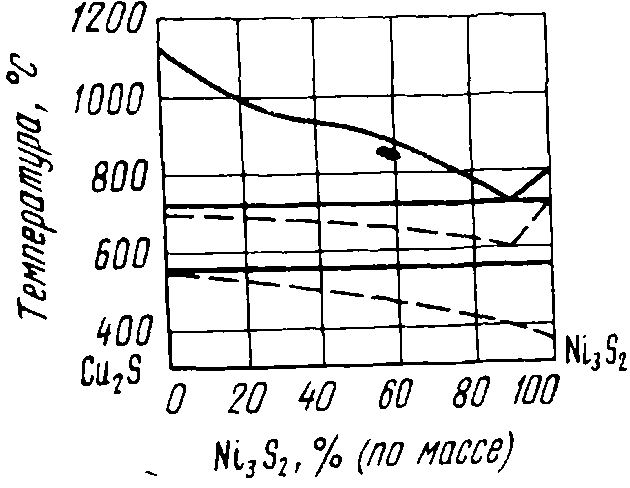
Рис. 2. Диаграмма состояния системы Cu2S—Ni3S2.
Цель конверторного передела только в окислении и шлаков железа для получения медно-никелевого файнштейна, дальнейшая продувка на медно-никелевый сплав иногда возможна, но не выгодна; конверторы не отличаются от известных в металлургии меди.
В шлак в соответствии с разностью сродства к кислороду и сере переходят сначала железо, а затем кобальт. Конверторные шлаки дважды переплавляют в электропечах на слое бедного штейна, который возвращают в производство, а шлак направляют в отвал. В файнштейн переходит до 60% кобальта. Учитывая малое его содержание в руде, эту цифру можно считать удовлетворительной. Далее кобальт и платиновые металлы, везде сопутствующие никелю, выделяют при электролитическом рафинирований.
В медно-никелевом файнштей не остается до 3% железа и около 23% серы. Более полное окисление железа и серы было бы опасным из-за возможности восстановления металлов по реакции:
2Cu2О + Ni3S2 = 2Cu2S + 3Nі.
Продувка при температуре 1280—1300° С сопровождается весьма быстрым окислением, а перегрев предупреждают добавками холодных присадок — корок с ковшей, руды и окатышей концентратов. Обогащение дутья кислородом и здесь выгодно, ко применяется пока редко.
Разделение сульфидов меди и никеля флотацией. Из диаграммы состояния (рис. 2) видно, что охлаждение жидкого файнштейна вызывает первичное выделение кристаллов Cu2S. При отношении Ni3S2: Cu2S, например 2:1 по массе, оно начинается около 840° С. Вслед за этим концентрация меди в расплаве снижается вдоль кривой ликвидуса до эвтектической точки, где жидкость полностью затвердевает при содержании около 10% Cu2S. В действительности, на ход кристаллизации влияют всегда присутствующие в штейне сернистое железо и другие примеси; однако в общих чертах ход ее соответствует диаграмме.
Быстрое охлаждение сопровождается преимущественным образованием новых центров кристаллизации, которые растут сравнительно медленно и после затвердевания дают мелкокристаллическую структуру.
Статья на тему Выплавка медно никелевых штеймов
{kind=link}