[toc wrapping=»right»]
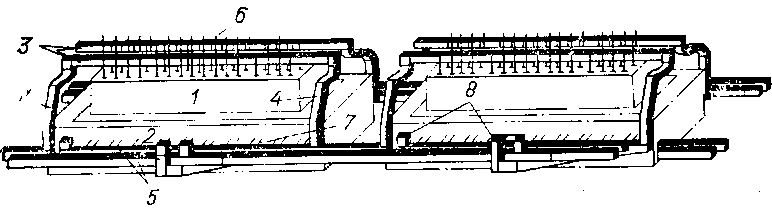
Рис. 33. Анодное устройство электролизера OA (поперечный разрез)
По мере срабатывания анодов анодная рама опускается до определенного предела, после которого она должна быть перетянута. Для этого каждую анодную штангу зажимают временным зажимом 7, основные зажимы 9 отпускают и дают движение раме вверх на 300—400 мм, после чего основные зажимы закрепляют, а временные освобождают.
По сравнению с электролизерами БТ и ВТ электролизеры с предварительно обожженными анодами обладают рядом преимуществ (Калужский и др.): 1) падение напряжения в анодном узле за счет хорошего контакта анод — ниппель оказывается ниже на 0,15— 0,20 В, чем на электролизерах БТ, что позволяет иметь меньшее падение напряжения на электролизере и меньший удельный расход электроэнергии; 2) создаются возможности широкого регулирования хода электролизера за счет утепления анодов слоем глинозема: если этот слой мал и потери тепла через верх электролизера велики, электролиз можно вести интенсивно — с большой анодной плотностью тока, и наоборот; 3) уменьшается действие электромагнитных и гидродинамических сил, а также уменьшается перегрев электролита под серединой анода, что способствует получению более высоких выходов по току; 4) создаются возможности для дальнейшего повышения единичной мощности электролизеров — в настоящее время имеются электролизеры этого типа на силу тока до 260 кА.
Вместе с тем электролизерам OA присущи и некоторые недостатки — большие затраты труда на перестановку и регулирование каждого анода (тогда как на электролизерах БТ и ВТ регулируется положение всего анода) и использование более дорогого анодного материала. Чтобы получить предварительно обожженный анод, необходимо иметь специальное производство анодов и участок их демонтажа и монтажа, в то время
как для электролизеров БТ и ВТ требуется лишь сырая анодная масса. Следовательно, увеличиваются капитальные вложения и общие затраты труда. Необходимо также отметить, что в производство анодов должны быть возвращены «огарки» — несгоревшая часть анодов.
Однако преимущества электролизеров OA, особенно в улучшении санитарно-гигиенических условий из-за отсутствия погонов пека в атмосфере корпусов электролиза, привели к тому, что сейчас в мировой алюминиевой промышленности и в нашей стране строятся электролизеры только этого типа.
Содержание страницы
Ошиновка электролизеров должна обеспечивать равномерное распределение тока по поверхности электродов, способствовать уменьшению действия электромагнитных сил в зоне электролита и быть достаточно дешевой. Выполняется ошиновка из алюминиевых шин и лент. В электролизерах БТ анодные спуски выполнены из медных лент, но применение меди для изготовления шии не допускается.
Для электролизеров БТ на силу тока до 100 кА применяется односторонний подвод тока к аноду — с помощью анодных стояков 2 (рис. 34), представляющих
собой пакет алюминиевых шин. Далее следует анодная шина 1, к которой привариваются анодные спуски. С помощью болтового или клинового соединения (иногда и сваркой) нижние концы спусков присоединяются к стальным штырям. Катодная ошиновка состоит из алюминиевых спусков, приваренных к стальным катодным стержням. Концы спусков приварены к алюминиевым катодным шинам 4. Пакет катодных шин имеет постоянное сечение, что позволяет отключить ванну с помощью короткозамыкателя, помещенного в разрыв 3 (место для шунтирования).
Рис. 34. Схема ошиновки электролизера БТ с односторонним подводом ток к аноду
Для электролизеров большой мощности — ВТ и OA такая конструкция ошиновки оказалась непригодной, поскольку при одностороннем подводе к аноду тока большой силы возникают такие значительные перекосы поверхности металла из-за действия электромагнитных сил (см. подробнее об этом в гл. IX), что нормальная работа ванн становится практически невозможной.
Поэтому для современных электролизеров ВТ и OA осуществлена конструкция ошиновки с двухсторонним подводом тока к аноду и расщеплением катодного пакета (рис. 35).
Каждая ванна имеет по два анодных стояка 4 с каждого торца; катодная ошиновка разделена на два
пакета (расщеплена). Один пакет присоединен к катодным спускам, расположенным дальше от соседней по ходу тока ванны, и соединяет их с ближним стояком этой соседней ванны. Другой пакет соединяет ближние спуски с дальним стояком. Развязка шин сделана по вертикали, имеются два разрыва для шунтирования (отключения) ванны. Расщепление катодных шин позволяет более равномерно распределять ток по поверхности электродов.
Рис. 35. Схема ошиновки электролизеров ВТ с двухсторонним подводом тока к аноду:
Анодные стояки в обеих конструкциях ошиновок состоят из жесткой части — пакетов шин и гибкой части — из алюминиевых лент. Такая конструкция позволяет производить перемещение анода по вертикали. Катодная ошиновка расположена под полом в специальных шинных каналах или на колоннах, если электролизеры расположены на втором этаже (современные ванны ВТ и OA). Алюминиевые шины имеют сечение 430X60 и 515X70 мм, шины для спусков — 200X1.5 и 150X1,0 мм; медные ленты для анодных спусков ванн БТ 100X1 мм.
Число шин в пакетах определяют, исходя из допустимой плотности тока. Для районов с дорогой электроэнергией оптимальной плотностью тока в алюминиевых шинах считается 0,25 А/мм2, с более дешевой энергией 0,40 А/мм2; для меди плотность тока принимается 1,2 А/мм2.
От качества материалов, идущих на монтаж электролизеров, и от уровня проведения монтажных работ зависит срок службы электролизеров — один из важнейших технико-экономических показателей электролиза. Поэтому вопросам монтажа электролизеров придается большое значение. Срок службы электролизеров определяется стойкостью подины против агрессивных воздействий расплавленного электролита и металла, вследствие чего основное внимание при монтаже электролизеров уделяется качеству футеровки катодного устройства.
Монтажные работы подразделяют на следующие труппы: сборка катодных секций, монтаж катодного устройства, монтаж металлоконструкций, монтаж ошиновки и формовка анода (для самообжигающихся анодов) или установка обожженных анодов.
Выполняют по специальному шаблону, чтобы расстояние между катодным стержнем и стенками паза в блоке соответствовало чертежу. Заливку пространства между стержнем и пазом чугуном производят как в вертикальном, так и в горизонтальном положении блока (иногда в наклонном), температура чугуна должна быть не ниже 1200 °С. После охлаждения секции производят отбраковку их по наличию трещин и по величине электросопротивления контакта стержень — блок, которое должно быть не более 130 мкОм.
Монтируют, начиная с фундамента, затем устанавливают анкерные лапы, кладут кирпичный цоколь, устанавливают на него кожух, футеруют его кирпичом, укладывают угольную подушку, на нее — подовые секции, затем кирпичную бровку, боковые блоки и набивают швы подины.
Монтаж катодного устройства ванны, имеющей кожух с днищем, начинают с установки кожуха, который вместе с навешанными на нем контрфорсами, ставят на продольные опорные балки. Футеровку внутри кожуха ведут в той же последовательности, что и для ванн, имеющих кожух без днища.
Все монтажные операции катодного устройства должны проводиться с большой тщательностью: швы между шамотными кирпичами должны быть не шире 2 мм, зазор между катодным стержнем и кирпичами бровки — не более 1 мм, ширина швов между боковыми блоками — не более 1 мм (при толщине блоков 200 мм). Особенно ответственной является набивка швов между подовыми блоками. Швы между подовыми секциями должны иметь ширину 25—50 мм. Перед набойкой швов подину ванны прогревают до 180 °С. Швы набивают специальной подовой массой, состоящей из антрацита или кокса на связке из пека. Набойку швов ведут постепенно— 8—10 засыпками разогретой массы специальными пневматическими трамбовками. Так же набивают периферийный шов.
Из новых технических решений в конструкции подины следует указать на применение блоков большой длины — во всю ширину ванны, центральный шов при этом отсутствует. Кроме того, находят применение специальные пасты, которыми блоки склеивают, и ширина шва уменьшается до 1 мм.
Осуществляют следующим образом. Анодный кожух опускают так, чтобы расстояние от его нижней кромки до подины было 550 мм. Внутри кожуха на подину устанавливают временный алюминиевый короб высотой 800—900 мм и алюминиевую обечайку. Нижнюю часть короба усиливают стальными листами с распорками. Внутри короба устанавливают штыри, к нижним концам которых приваривают стальные подставки, опирающиеся на алюминиевый лист временного короба. Таким образом создается электрический контакт между штырями и подиной. Внутрь короба загружают анодную массу: дробленую или разогретую, причем в нижние слои дают массу с меньшим содержанием пека — менее текучую. Высота загруженной массы должна быть 1000—1100 мм.
Формовка анода электролизера БТ начинается также с установки на подине алюминиевого короба высотой 250 мм. Внутри анодной рамы и короба устанавливают алюминиевую обечайку высотой 1300 мм. Внизу, снаружи алюминиевого короба устанавливают пояс из стальных листов с распорками. В анодный кожух загружают слоями анодную массу температурой 110— 130 °С, т. е. достаточно жидкую. Забивку штырей каждого ряда производят после того, как загружен соответствующий слой анодной массы, таким образом,чтобы конец штыря лежал на поверхности массы. Штыри забивают под углом 15—20° к горизонту; высота загруженной масы должна быть 1000—1100 мм.
Монтаж катодного устройства при капитальном ремонте ничем не отличается от такового при строительстве новых корпусов.
Формовку анодного устройства обычно не производят, используя готовый анод предыдущей кампании.
Для ускорения капитального ремонта электролизеров, улучшения условий труда и повышения степени механизации трудоемких операций на современных заводах капитальный ремонт катодного устройства проводят в специальных цехах. Полностью смонтированный катодный кожух подается в корпуса электролита на специальных большегрузных платформах или мостовым краном грузоподъемностью 125—160 т. При транспортировке применяются специальные меры и приспособления для предохранения смонтированного кожуха от повреждений.
Демонтаж электролизеров для капитального ремонта проводят в следующей последовательности. Перед отключением ванны шунтирующим устройством из нее по возможности полно удаляют алюминий и электролит. Затем поднимают анод на максимальную высоту и удаляют его краном или выкатывают такелажными приспособлениями. Из катодного устройства удаляют оставшийся электролит и металл и заливают ванну водой для разрыхления футеровки. После испарения воды выбивают подину специальными машинами.
Твердый электролит и металл возвращают в электролизный цех, угольную футеровку направляют на извлечение из нее фтористых солей, для чего она измельчается и соли отделяются флотацией. В некоторых случаях применяется сжигание углеродистой составляющей футеровки. Катодный кожух может быть использован в следующую кампанию ванны, если прогиб боковых его стенок менее 100 мм.
Статья на тему Электролизеры алюминия
{kind=link}
{kind=link}
{kind=link}