Поэтому симметричное распределение обеих составляющих напряженности магнитного поля (Ну и Hz) может быть обеспечено каким-то промежуточным вариантом между рассмотренными схемами ошиновки. Очевидно, для этого необходима двухсторонняя ошиновка с неравномерной силой тока по стоякам; в частности, сила тока на входных стояках должна быть больше, чем на выходных, а катодные и обводные шины должны располагаться ниже средней плоскости слоя расплавленного алюминия. В этом случае вертикальная составляющая напряженности магнитного поля будет иметь симметричное распределение относительно осей электролизера при минимальных абсолютных значениях, а поперечная составляющая — симметричное распределение при абсолютных величинах несколько больших, чем для двухстороннего токоподвода с равной силой тока по стоякам и расположением катодных и обводных шин на уровне металла, но меньших, чем для одностороннего токоподвода с соответствующим удалением катодных шин от уровня металла.
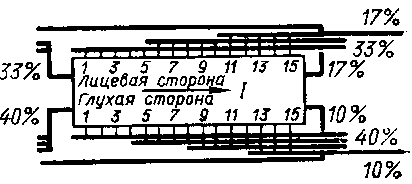
Рис. 47. Схема секционированной катодной ошиновки.
К какому же варианту схемы ошиновки следует стремиться при проектировании современных электролизеров при продольном расположении их в корпусе? Естественно, это в первую очередь зависит от влияния составляющих напряженности магнитного поля на перекос металла и его циркуляцию; однако речь об этом будет идти несколько ниже.
Расчетные значения составляющих напряженности магнитного поля заметно отличаются от результатов, полученных путем моделирования и натурных измерений на промышленных электролизерах. Причина расхождений между расчетными значениями и измеренными величинами объясняется в основном тем, что при расчетах не удается точно учесть фактическое распределение тока по элементам электролизера и не учитывается влияние ферромагнитных масс конструкции. Результаты, полученные путем моделирования, учитывают влияние ферромагнитных масс конструкции, однако распределение тока по аноду и расплаву также не соответствует фактическому распределению на промышленных электролизерах.
Поэтому аналитический метод определения составляющих напряженности магнитного-поля применяется обычно только при сравнительной, оценке различных конструкций и схем ошиновки алюминиевых электролизеров. Кроме того, как в аналитических расчетах, так и при моделировании не было учтено влияние силы тока соседнего ряда электролизеров и соседних в ряду электролизеров.
Ферромагнитные массы конструкции электролизера оказывают значительное влияние на формирование и перераспределение составляющих напряженности магнитного-поля в зоне расплава.
Следовательно, при проектировании рациональных схем ошиновок алюминиевых электролизеров различных мощностей и конструкций необходимо учитывать влияние ферромагнитных масс катодного и анодного устройств электролизера на перераспределение отдельных составляющих напряженности магнитного поля.
Надежные результаты определения составляющих напряженности магнитного поля, очевидно, могут быть получены только при измерениях непосредственно в зоне расплава на действующих электролизерах.
Вертикальная составляющая напряженности магнитного поля, индуктируемая токами анодных шин, во всех угловых точках электролизера совпадает по знаку с результирующим вертикальным полем. Поэтому уменьшение влияния токов анодных шин на формирование магнитного поля в расплаве приводит к уменьшению абсолютной величины Нz во всех угловых точках. Заметное различие в значениях вертикальной составляющей магнитного поля на электролизерах с составными и цилиндрическими штырями указывает также на большую роль ферромагнитных масс конструкции в формировании магнитного поля в зоне расплава.
Для расчета электромагнитных сил, возникающих в расплаве, необходимо знать значение составляющих плотности тока в электролите и металле. Плотность тока в электролите следует принимать вертикально направленной от анода к катодной поверхности и равной по величине анодной плотности тока. При стабильном технологическом режиме работы электролизера (нормальная форма рабочего пространства) плотность поперечного горизонтального тока (iy) в металле незначительна. Произведенные расчеты и измерения на электрических моделях дают значения ее в пределах 0,1— 0,2 А/см2. При «горячей» работе электролизера, т. е. без подовых и бортовых настылей, величина поперечного тока в металле, направленного к бортам шахты, сильно возрастает и для электролизера с шириной анода 2,5 м и анодной плотностью тока 0,7 А/см2 составляет под продольными гранями анода 1,2—1,3 А/см .
Возможно появление горизонтального поперечного тока, направленного от бортов шахты к центральной продольной оси электролизера; это отвечает условиям работы электролизеров с настылями, уходящими под анод. Величина плотности продольного горизонтального тока в металле ix изменяется по длине шахты ванны и определяется схемой подключения катодных спусков к катодной ошиновке, ее сечением и конструкцией. Наибольшие значения плотности продольного горизонтального тока составляют 0,4—0,6 А/см2. Эти значения получены расчетным путем по результатам измерений токовой нагрузки по катодным стержням; непосредственных измерений величин составляющих плотности тока в металле до последнего времени не произведено.
Причиной возникновения горизонтальных токов в металле служит меньшее электрическое сопротивление слоя расплавленного алюминия по сравнению с сопротивлением стержней и катодных шин. Наряду с этим вследствие неравномерности распределения плотности тока по поверхности расплавленного алюминия, обусловленной наличием газовых образований и угольных частичек в электролите, а также разной величиной междуполюсного расстояния в отдельных зонах междуэлектродного пространства, в металле появляются горизонтальные токи неодинаковых величины и направления. Практически на эти токи невозможно воздействовать, а, следовательно, ими и невозможно управлять.
Кроме того, изготовление подины электролизера из секций разной длины (швы «в перевязку») приводит к тому, что электросопротивления соседних секций неодинаковы. Например, для подовых секций длиной 2000 и 1400 мм приведенное к единице поверхности блока (1 см2) сопротивление длинной секции по расчету составляет 0,52 Ом/см2, а короткой — 0,38 Ом/см2. Поэтому чтобы получить практически равные падения напряжения в соседних секциях, плотность тока в этих секциях должна быть различной и составлять на длинной секции 0,608 А/см2, на короткой — 0,856 А/см2 (средняя плотность тока при расчете принята равной 0,7 А/см2). Вследствие этого при равной плотности тока на поверхности слоя расплавленного алюминия должно быть перетекание тока в металле от длинных секций к коротким, что будет создавать в свою очередь продольный и поперечный горизонтальные токи, направленные в противоположные стороны. Кроме того, сопротивления подовых секций даже одинаковой длины отличаются друг от друга в несколько раз, что вызвано разницей сопротивлений в контакте подовые блоки — стержни.
Уменьшение силы поперечного тока в металле можно достичь путем обеспечения правильной формы рабочего пространства электролизера или изоляцией частей катодных стержней (или подины), расположенных между анодом и бортом ванны. Сила горизонтального продольного тока снижается также при секционировании катодной ошиновки. Один из возможных вариантов схемы секционированной ошиновки изображен на рис. 47.
Рассмотрим направление электромагнитных сил, возникающих от взаимодействия токов в металле с различными составляющими напряженности магнитного поля. Нетрудно убедиться, что горизонтальные составляющие напряженности магнитного поля (поперечной Ну и продольной Нх) при вертикальном токе в металле дают электромагнитные силы, направленные к поперечной и продольной осям электролизера.
Форма поверхности расплавленного алюминия вследствие действия этих сил должна быть в виде выпуклой арки вдоль как продольной оси электролизера, так и поперечной. Положение и величина максимального прогиба арки при постоянных размерах электролизера и силе тока зависит от соотношения абсолютных значений Hv по торцам электролизера, а Нх— по продольным сторонам. В частности, при симметричном распределении Ну и Нх относительно осей электролизера положение максимального прогиба арки будет совпадать с центром ванны. При. этом величина максимального прогиба будет наименьшая для двухстороннего токоподвода с равной силой тока по стоякам и расположением катодных и обводных шин на уровне металла и наибольшая — для одностороннего. При несимметричном распределении Ну относительно поперечной оси ванны максимальный прогиб поверхности расплавленного алюминия будет смещаться к входному или к выходному торцам соответственно для двухсторонней и односторонней схем ошиновки.
Эпюры перекосов металла, полученные в результате непосредственных измерений уровня электролита по периферии анода различных электролизеров на 150 кА с двухсторонней ошиновкой с равной силой тока по стоякам (рис. 48) показывают, что ни на одном электролизере не получено формы поверхности расплавленного
алюминия по периферии анода в виде выпуклой арки. Это свидетельствует о значительной роли в создании перекоса поверхности расплавленного алюминия электромагнитных сил, возникающих вследствие взаимодействия вертикальной составляющей напряженности магнитного поля с горизонтальными токами в металле.
Вертикальная составляющая напряженности магнитного поля в зависимости от направления горизонталь-пых токов в металле может давать следующие электромагнитные силы. При взаимодействии этой составляющей с поперечным горизонтальным током, направленным к бортам ванны, возникают продольные электромагнитные силы, сдвигающие металл к поперечной оси электролизера и увеличивающие тем самым продольный перекос металла. Если горизонтальный поперечный ток направлен к продольной оси электролизера, то Нz дает силы противоположного направления, уменьшая этим действие Ну.
Рис. 48. Примеры эпюр перекосов металла на различных электролизерах ВТ на силу тока 150 кА с двухсторонней ошиновкой и равной силой тока по стоякам
Взаимодействие вертикальной составляющей напряженности магнитного поля с продольным током в металле даст поперечные электромагнитные силы. При продольном токе в металле, совпадающем с направлением тока в серии, эти силы на входной половине ванны направлены к продольной оси электролизера, а на выходной — к бортам ванны. При противоположном продольном токе в металле, очевидно, направление электромагнитных сил изменится на обратное. Возможности появления продольного тока разных направлений, как уже отмечалось выше, в алюминиевых электролизерах имеются. Поэтому взаимодействие Hz с горизонтальными токами в металле существенно влияет на перекос поверхности расплавленного алюминия и циркуляцию расплава.
Следовательно, при проектировании ошиновки необходимо наряду с поперечной составляющей напряженности магнитного поля учитывать распределение и абсолютные значения ее вертикальной составляющей.
Симметричное распределение обеих составляющих при минимальных значениях Нz получается, как указывалось выше, для двухстороннего токоподвода при силе тока на входных стояках большей, чем на выходных, и расположении катодных и обводных шин ниже уровня металла. Точность определения соотношения сил токов-по стоякам и положения катодных и обводных шин относительно металла в каждом конкретном случае будет зависеть от мощности и конструкции электролизера. В частности, для электролизеров на 150 кА, расположенных в двухэтажных корпусах, этому условию отвечает распределение тока по стоякам в отношении 2:1, а расположение оси катодных и обводных шин ниже плоскости подины примерно на 600 мм. Этого условия достаточно для проектирования двухсторонней ошиновки при однорядном расположении электролизеров в корпусе. При двухрядном расположении необходимо также устранить влияние магнитного поля тока соседнего ряда электролизеров на вертикальную составляющую напряженности магнитного поля от собственных токов ванны.
Рис. 49. Эпюра распределения вертикальной составляющей напряженности магнитного поля нz электролизеров ВТ при двухрядном расположении их в корпусе: 1 — результаты непосредственных измерений; 2 — после устранения влияния магнитного поля соседнего ряда электролизеров.
Ток соседнего ряда электролизеров, давая положительную величину вертикальной составляющей напряженности магнитного поля, увеличивает положительные значения Hz от собственных токов электролизера и уменьшает отрицательные абсолютные значения. Вследствие этого распределение вертикальной составляющей напряженности магнитного поля становится асимметричным относительно продольной оси электролизера и эпюра имеет вид, изображенный на рис. 49 (сплошные линии). Эти данные верны для электролизеров на 150 кА с двухсторонней ошиновкой с равной силой тока по стоякам. При устранении влияния магнитного поля тока соседнего ряда электролизеров величина Hz заметно уменьшается; при этом уменьшается и перекос металла, образующийся под действием составляющей Нz при горизонтальных токах в металле (пунктир на рис. 49).
Каким же способом можно устранить влияние магнитного поля тока соседнего ряда электролизеров?
Для двухстороннего токоподвода целесообразно и проще с конструктивной точки зрения это достигается более высоким расположением катодных и обводных шин относительно уровня металла и увеличением силы тока на обводных пакетах ближней к соседнему ряду стороне электролизера по сравнению с дальней. Вследствие этого вертикальная составляющая напряженности магнитного поля от собственных токов анодных, катодных и обводных шин и гибких пакетов будет распределена несимметрично относительно продольной оси электролизера. В частности, абсолютные значения Hz у выходного торца на ближней к соседнему ряду стороне электролизера будут больше, чем на дальней, а на входном торце — наоборот.
При этом для создания симметричного распределения результирующей вертикальной составляющей напряженности магнитного поля (с учетом тока соседнего ряда электролизеров) необходимо, чтобы разница в значениях Нz равнялась примерно удвоенной величине Hz,создаваемой током соседнего ряда. Схема двухсторонней асимметричной ошиновки алюминиевых электролизеров представлена на рис. 50.
Рис. 50. Схема двухсторонней асимметричной ошиновки
Электромагнитные силы действуют во всех электролизерах для получения алюминия, только в электролизерах малой мощности влияние этих сил практически не ощущается, а в электролизерах большой мощности (на 80—100 кА и выше) оно становится не только значительным, но и в ряде случаев определяющим.
Влияние магнитного поля на технологический режим работы электролизеров выражается не только в перекосе поверхности расплавленного алюминия. Непосредственные измерения на действующих электролизерах показали, что поверхность расплавленного алюминия находится в состоянии непрерывного волнения. При этом высота волн существенно зависит от мощности и конструкции электролизера. Так, если на электролизерах с боковым токоподводом на силу тока 70—80 кА при анодной плотности тока 0,9 А/см2 высота волн может достигать 20, мм, то на электролизерах с верхним токоподводом на 150 кА с двухсторонней ошиновкой и равной силой тока по стоякам высота волн достигает 45 мм. Такие волны наблюдаются в левом входном углу ванны и в правом выходном, т. е. в зонах максимальных значений вертикальной составляющей магнитного поля. Приведенные значения высоты волн сравнимы с величиной междуполюсного расстояния и могут привести к появлению местных коротких замыканий между подошвой анода и металлом.
Важно также отметить, что частота прохождения волн достаточно высока. Например, в точке 7 (см. рис. 43) на электролизерах с верхним токоподводом на 150 кА с двухсторонней ошиновкой и равной силой тока по стоякам волны высотой 15 мм в течение 1 мин проходят до 40 раз. Электромагнитные силы вызывают также направленные перемещения расплава, что является причиной электромагнитной циркуляции металла и электролита.
Исследования магнитогидродинамических процессов методом вычислительной математики (численные расчеты) с применением ЭВМ (Кравцов) показали, что при симметричных относительно осей электролизера составляющих напряженности магнитного поля и отсутствии горизонтальных токов в металле вся масса двухфазного расплава (электролит и металл) движется по четырем симметричным замкнутым контурам (рис. 51, а). Появление этих контуров в электролите и в катодном металле в основном обусловлено изменением значений поперечной составляющей напряженности магнитного поля Ну вдоль торцевых сторон электролизера. Абсолютные значения поперечной составляющей магнитного поля вдоль продольной оси электролизера значительно больше, чем под продольными гранями анода. Вследствие этого электромагнитные силы, которые дает поперечная составляющая магнитного поля при вертикальном токе в электролите и металле (его значение принимается постоянным под всей подошвой анода), естественно,
будут существенно выше в зонах расплава, расположенных около продольной оси электролизера, чем в зонах под продольными гранями анода. Направлены эти силы, как уже указывалось, от торцевых стенок шахты к поперечной оси электролизера. Поэтому металл и электролит циркулируют по контурам от середины входного и выходного торцов ванны к центру, от него — к серединам продольных сторон. Максимальная скорость циркуляции металла (до 47 см/с) развивается на участках контуров, близких к продольной оси электролизера; из центра ванны металл движется к продольным сторонам электролизера вдоль поперечной оси с максимальной скоростью 15 см/с; скорость вдоль продольного борта ванны изменяется по контуру от 1 до 29 см/с.
При возникновении горизонтальных токов в металле и симметричном распределении составляющих напряженности магнитного поля металл движется также по четырем асимметричным относительно поперечной оси ванны контурам (рис. 51, б). В этом случае магнито-гидродинамическое течение металла и асимметричность расположения контуров в основном определяются распределением вертикальной составляющей напряженности магнитного поля (ее абсолютными значениями и степенью асимметрии относительно осей ванны). Распределение контуров относительно продольной оси сохраняется симметричным.
При значительной асимметрии распределения вертикальной составляющей магнитного поля течение металла может происходить даже только по одному замкнутому контуру (рис. 51, в). Такое движение металла имеет место и на электролизерах с односторонним токоподводом.
Статья на тему Магнитная гидродинамика алюминия
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}